Маркировка кругов, выполненная в соответствии с различными редакциями ГОСТов, имеет некоторые отличия, касающиеся обозначений зернистости, твердости, марки абразива и связки. Производители по-разному маркируют свои круги, используя старые или новые обозначения и исключая некоторые характеристики. Ниже приведены примеры расшифровки обозначений шлифовальных кругов.
Маркировка и выбор шлифовальных кругов Шлифовальные круги характеризуются геометрической формой (типом), видом абразивного материала, его зернистостью, типом связки, твердостью и пр. И при выборе шлифовального круга такие характеристики как степень твердости или структура могут оказаться более значимыми, чем вид абразива. Полная маркировка шлифовальных кругов содержит:
Маркировка кругов, выполненная в соответствии с различными редакциями ГОСТов, имеет некоторые отличия, касающиеся обозначений зернистости, твердости, марки абразива и связки. Производители по-разному маркируют свои круги, используя старые или новые обозначения и исключая некоторые характеристики. Ниже приведены примеры расшифровки обозначений шлифовальных кругов.
Маркировка шлифовального круга 1 - абразивный материал: 25А - электрокорунд белый; 2 - зернистость (старая маркировка): 60 (по ГОСТу должно быть 63) - 800-630 мкм; 3 - твердость: K - среднемягкий; 4 - структура: 6 - средняя; 5 - связка: V - керамическая; 6 - класс неуравновешенности: 2
Маркировка шлифовального круга 1 - абразивный материал: 25А - электрокорунд белый; 2 - зернистость (старая маркировка): 60 (по ГОСТу должно быть 63) - 800-630 мкм; 3 - твердость: K-L - в зависимости от обстоятельств может быть K или L - среднемягкий; 4 - связка: V - керамическая.
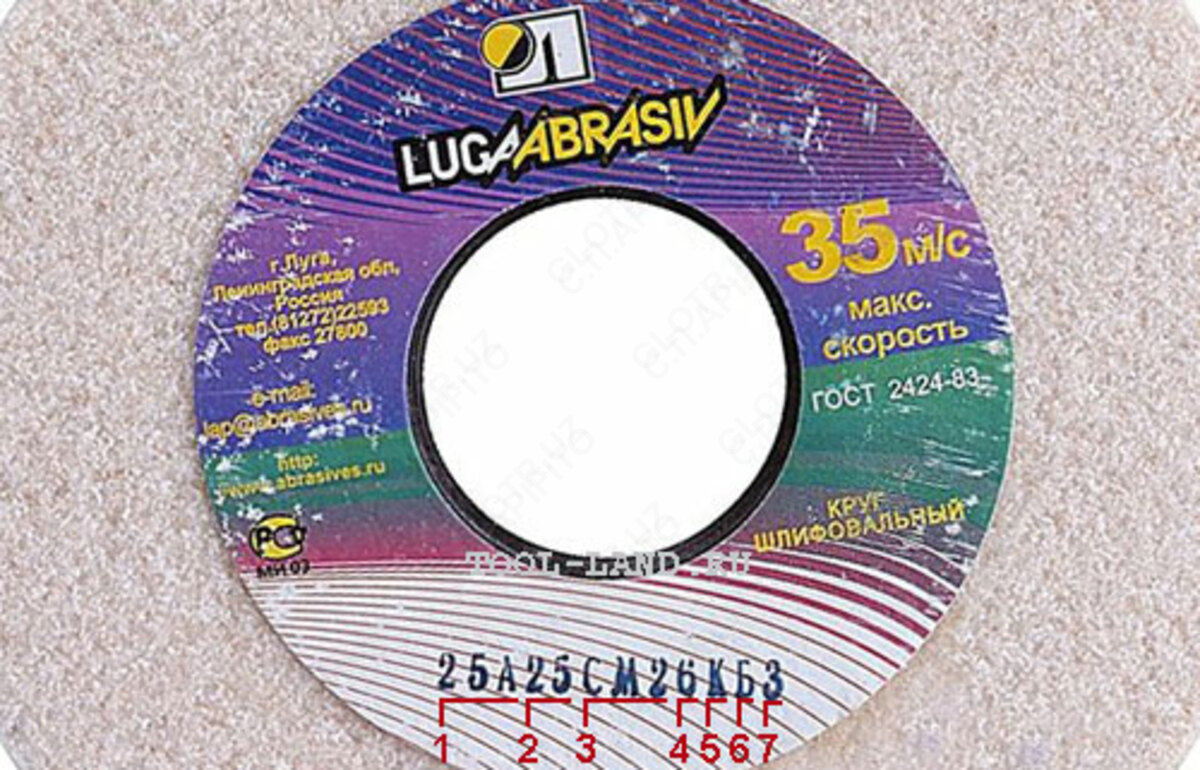
Обозначение шлифовального круга 1 - абразивный материал: 25А - электрокорунд белый; 2 - зернистость (старая маркировка): 25 - 315-250 мкм; 3 - твердость (старая маркировка): СМ2 - среднемягкий; 4 - структура: 6 - средняя; 5 - связка (старая маркировка): К - керамическая; 6 - класс точности: Б 7 - класс неуравновешенности: 3
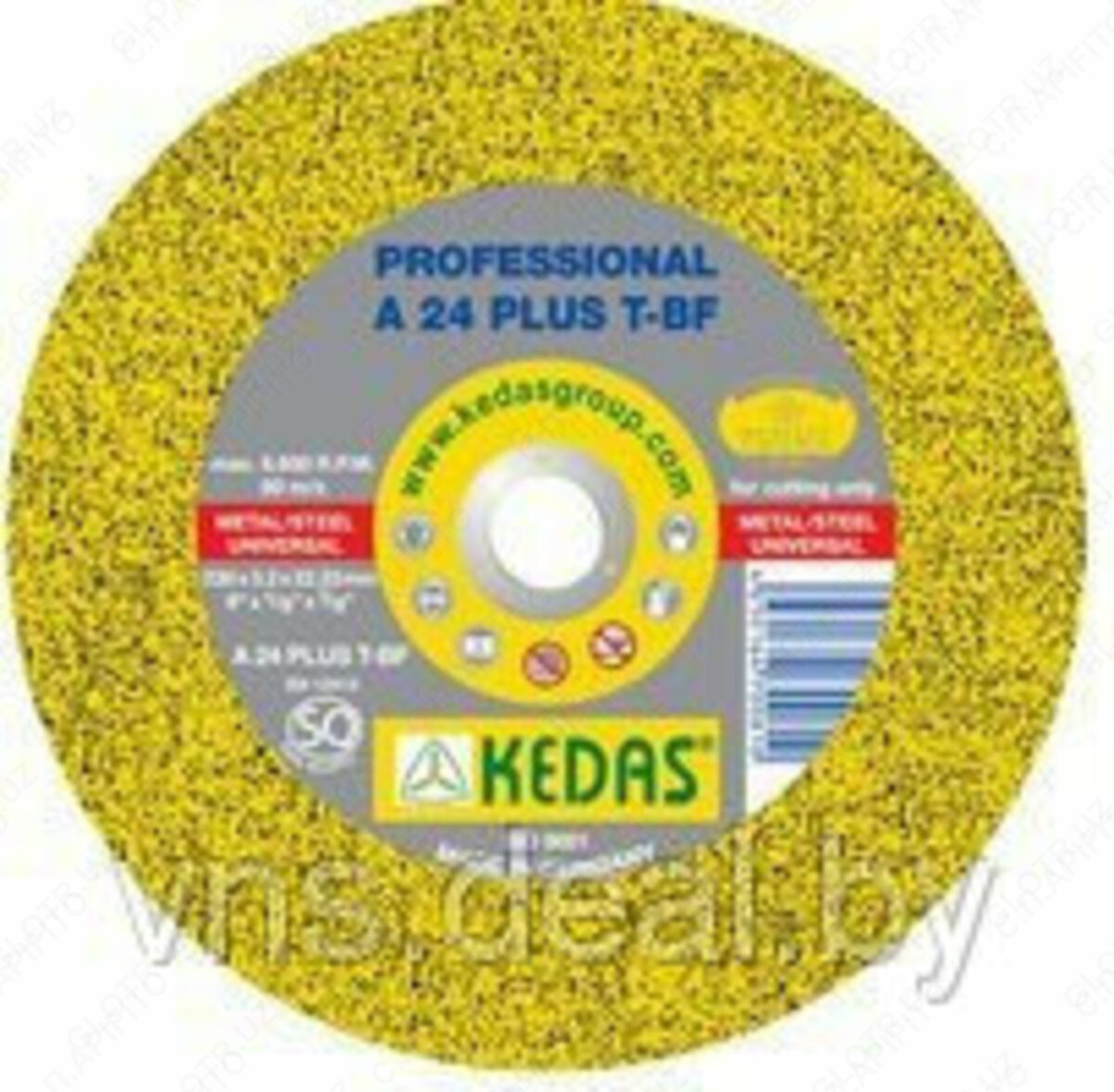
Маркировка абразивного круга 1 - абразивный материал: 25А - электрокорунд белый; 2 - зернистость: F46 - средний размер 370 мкм; 3 - твердость: L - среднемягкий; 4 - структура: 6 - средняя; 5 - связка: V - керамическая; 6 - окружная скорость: 35 м/с; 7 - класс точности: Б 8 - класс неуравновешенности: 3 Обозначение шлифовального круга 1 - абразивный материал: 14А - электрокорунд нормальный; 2 - зернистость: F36-F30 - расширенный диапазон включающий F36 (средний размер 525 мкм) и F30 (средний размер 625 мкм); 3 - твердость: Q-U - в зависимости от обстоятельств может быть среднетвердый, твердый, весьма твердый; 4 - связка: BF - бакелитовая с наличием упрочняющих элементов; 5 - класс неуравновешенности: 1 Выбор марки шлифовального круга должен делаться с учетом всех его характеристик.
Типы шлифовальных кругов и их размер
Некоторые типы шлифовальных кругов Все типы описаны в ГОСТе 2424-83. Кроме формы профиля, круги характеризуются размером DхТхН, где D - наружный диаметр, Т - высота, Н - диаметр отверстия. Типы алмазных и эльборовых кругов регламентируются ГОСТ 24747-90. Маркировка формы эльборовых и алмазных кругов состоит из 3-х или 4-х символов, несущих информацию о форме сечения корпуса, форме сечения эльборосодержащего или алмазоносного слоя, о расположении последнего на круге, о конструктивных особенностях корпуса (если имеются). Обозначение шлифовального круга с формой корпуса 6, формой алмазоносного или эльборосодержащего слоя А, с расположением алмазоносного или эльборосодержащего слоя 2, с конструктивными особенностями корпуса С.
Обозначение алмазных или эльборовых шлифовальных кругов Все типы описаны в ГОСТе 24747-90. Тип и размеры круга выбираются, исходя из вида и конфигурации шлифуемых поверхностей, а также характеристики используемого оборудования или инструмента. Выбор диаметра круга обычно зависит от числа оборотов шпинделя на выбранном станке и от возможности обеспечить окружную скорость оптимальной величины. Удельный износ будет наименьшим при наибольшем размере круга по диаметру. На рабочей поверхности кругов с меньшими размерами расположено меньшее количество зерен, каждому зерну приходится снимать большее количество материала, и поэтому они быстрее изнашиваются. При работе кругами небольших диаметров часто наблюдается неравномерный износ. При выборе алмазного круга желательно обратить внимание на ширину алмазоносного слоя. При работе "на проход" она должна быть относительно большой. При шлифовке методом "врезания" ширина алмазного напыления должна быть соизмерима с шириной обрабатываемой поверхности. В противном случае на поверхности круга могут появиться уступы. |
{kind=link}
{kind=link}